







| 测量范围 | -1000MM |
|---|---|
| 产地 | 深圳 |
| 精度 | 0.001-20um |
| 品牌 | 恒兴星 |
| 型号 | GCS898 |
【产品尺寸】:
19*29.5*5(宽*长*高)
【产品特点】:
中文液晶显示;自动分中功能;公制/英制转换功能;绝对/相对计数转换功能;1000组零位记忆功能;函数计算器运算功能;圆弧面加工功能;圆周分孔功能;斜面加工功能;斜线分孔功能;机床误差补偿功能;EDM火花机功能;


【基本性能指标】:
轴数:单轴、双轴、三轴、四轴、五轴
解析度:0。001-20;
显示功能:8位LED数码管,高档液晶片;
运行速度:每分钟100米以上;
电源:AC110V/AC220V、50~60Hz30VA;温度范围:-20~40
【明显优势】:
全中文显示,节约教育训练费,提高生产效率,人员变动损失小;
停电记忆采用E2PROM,免换电池,免维护,记忆十年;
使用100万次,是你最佳保障;超薄型、抗干扰、高速度、耐震动;
【光栅尺概述】:
GCS—898滚动式光栅线位移传感器分为小型、中型、大型三种类型。每一类均可用50线对的光栅作为测量基准,当和数显表配套使用时,可以满足各种中、小型机床和其它精密测量的线位移数字显示。
本传感器的读数头采用滚珠轴承定位和导向,磨擦小,灵敏度高,使用寿命长。
本传感器采用精密计量光栅作为测量准器,测量精度高。对于已走失精度机床的改造精密化具有实用的意义。使用光栅数显机床,可以大大提高加工精度和生产效率。
本传感器采用密封式结构,性能可靠,安装方便,是其它任何一种数显系统无法比拟的。
光栅尺传感器技术规格
|
| 小尺 | 中 尺 | 大 尺 | |||
| 型号 | GCS-898-1 | GCS-898-5 | GCS-898-1 | GCS-898-5 | GCS-898-1 | GCS-898-5 |
| 光栅栅距 | 20UM(0.020mm),10UM(0.010mm) | |||||
| 光栅测量系统 | 透射式红外光学测量系统,红外线波长:880nm | |||||
| 读数头滚动系统 | 垂直式五轴承滚动系统 | 45°五轴承滚动系统 | ||||
| 分辨率 | 1UM | 5UM | 1UM | 5UM | 1UM | 5UM |
| 有效行程 | 50-1000MM | 1100-3000MM | ||||
| 精确度UM 长度 |
|
|
|
|
|
|
| 10-500 | ±3UM | ±6UM | ±3 | ±6UM | ±3UM | ±6UM |
| 550-1000 | ±6UM | ±10UM | ±6UM | ±10UM | ±6UM | ±10UM |
| 1050-1500 |
|
|
|
| ±30UM | |
| 1550-2000 | ±50UM | |||||
| 2050-3000 | ±80UM | |||||
二、工作原理
1、光栅测量
滚动式光栅线位移传感器由铝型材、光栅尺、安装端盖、读数头和信号电缆(带插头)等部分组成。光栅尺(标尺)固定在铝型材壳体中,安装端盖分别固定在壳体的两端,组成以光栅为基准的测量体。读数头由四裂相指示光栅、光源板、接收板、整形(匹配)板和电缆组成。指示光栅座的侧面装有三只滚珠轴承,指示光栅和光栅的间隙由其定位保证。指示光栅座的上部装有二只滚轴承。当读数头和光栅作相对运动时,指示光栅座始终贴在光栅的刻划面和顶部,装在指示光栅两侧的光源和接收板,分别作为光源和光闸莫尔条纹的接收。该光电信号经数显箱处理为位移数字。这样就完成了光栅对线位移的测量。为便于数显表(箱)的处理,在传感器中,还把莫尔条纹的光电信号经整形(匹配)处理后再由信号电缆输入。
简而言之,滚动式光栅线位移式传感器是由装有光栅尺的壳体和带有信号电缆的读数头二部分组成。
2、光电转换
滚动式光栅线位移传感器采用四裂相指示光栅,因此有四组发光、接收系统,零位
窗另有独立的发光、接收系统,均取红外二极管和光电三极管作为发光、接收器件。
光源由此5VDC经限流电阻供给发光二极管。其工作电流恒定,保证接收信号的稳定。
3、零窗信号
滚动光栅线位移传感器带有一个零位(参考)窗。当读数头通过标尺上此标记处时,读数头输出1个正脉冲,止脉冲(信号)输入数显表(箱),由它来处理,以获得光栅测量的坐标定位,具体功能视数显表(箱)而定。
恒兴星光栅尺附接线脚位说明:
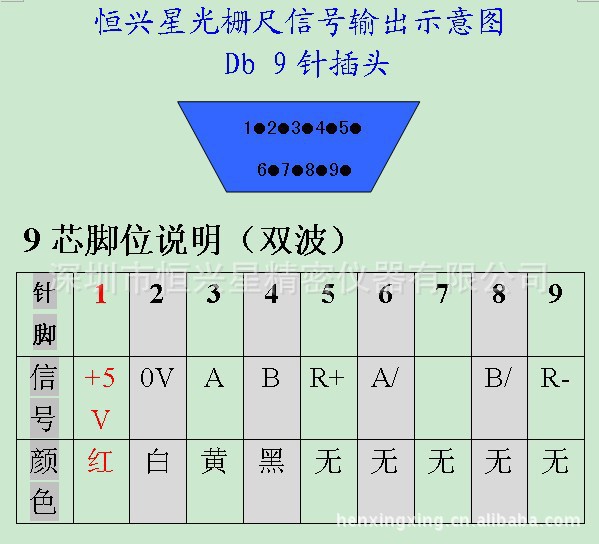
恒兴星光栅尺双波9芯脚位说明
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 24V/5V (红色) | 0V (白色) | A信号 | B信号 |
|
|
|
|
|
恒兴星光栅尺单波9芯差分脚位说明
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 5V | 0V | A | B | R+ | A/ |
| B/ | R- |
三、安装位置
1.本传感器的工作长度应大于机床的最大行程,以免将光学尺撞坏。
2.传感器安装平面,是非机械加工平面,必须于传感器尺身面加垫片或用户自制安装块垫平,以保证传感器与安装面连接的稳定可靠性。
3.安装传感器时,传感器的尺身与机床导轨的平行,误差小于0.1MM,最大不超过0.15MM,当传感尺身工作长度大于1500MM时,应在电子尺的尺身背滑槽内加装固定滑块,以保证传感器尺身与导轨的平行度。
4.读数头两侧面与传感器尺身面应保证平行且对称,读数头和传感器尺身高低方向间隙在0.8MM-1MM之间,安装时用红色垫块调整间隙,安装后抽去红色垫块。
5、电子尺的安装,应将尺身定位在移动工作台的中间位置,固定读数头时应将机床工作台移到任意一端的终点,将读数头固定的间隔尺身末端2厘米位置,有限位开关的一定要把限位开关的位置限定在光栅尺的有效使用行程范围内,以避免碰撞。
6、防尘罩的安装需高于尺身5MM安装,且应将防尘罩与机器设备的贴合面打密封胶。
7、信号线的固定,数显表的安装,将数显表置于安全,方便观察的位置固定,固定信号线时必须考虑到全部相关移动距离,固定位置尽量在行程中央,并将多余的线扎好固定。
8、接地线联接要右靠,用万用表测量其接地电阻必须小于10Ω,尽可能符合阿贝原则;保证读数头和壳体的良好相对运动;避免直接污染,不妨碍操作使用。
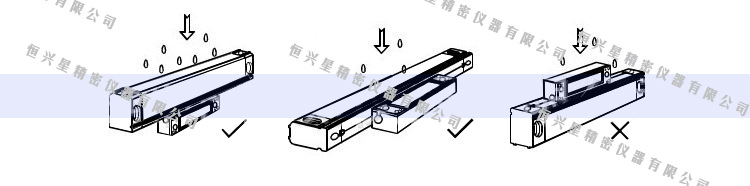
四、安装注意事项
1.传感器开口方向必须避开铁屑油水粉尘等的接触污染。
2.传感器安装后最好再安装一个防尘罩和尺身之间必须留有0.5mm的空隙,移动读数头时,避免防尘罩与尺接触。(安装图附后)
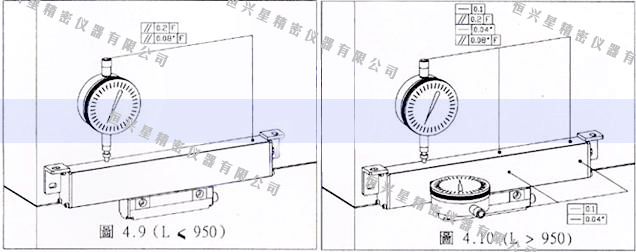
五、检测方法
所有装配完成后,首先应校正传感器和导轨的平行,使之保证在0.10MM之内.然后将光栅插入数显表对应插孔内,锁紧固定螺丝,打开看数显箱电源,开动机床,观察是否正常计数.若未计数,应仔细检查数显箱和传感器间的联接.若计数,可将读数头移至壳体一端,数显箱置零,移动读数头,观察数显箱的显示值与标准读数值对照,应在误差范围之内(2SM范围内).若超差,再仔细检查安装尺寸和位置是否符合要求.
六、维护和保养
1、传感器和数显表(箱)应放在干燥而温度适宜的机床位置上。
2、对引出的电缆线应固定在机床上。
3、传感器在使用过程中不宜任意拆卸,
4、联接螺钉应固紧,切勿松动,以免精度走失。
5、仪器应保持清洁,开口处的防尘橡皮,如粘有砂粒废屑等,应用软纸揩去,注意不要揩入仪器内。经过一年的使用,对壳体内表面宜用干燥清洁的细纱布或棉花醮上一点酒精和乙醚混合剂拂拭,不要重揩,以防表面损坏。


铣床数显供应 光学尺 电子尺铣床数显,属光电传感器,多运用在精密机加工和数控铣床上,用来精密测量物体的位移,作用
是对刀具和工件的坐标起一个检测的作用,在数控铣床中常用来观察其是否走刀有误差,以起到一个补偿刀具的运动的误差的补偿作用.
铣床数显的实质是以光栅栅距为一把标准尺子对位称量进行测量。光栅移动产生的莫尔条纹与电子电路以及单片机相结合来完成对位移量的自动测量,它具有判别铣床数显移动方向、预置初值、实现自动定位控制及过限报警、自检和掉电保护以及温度误差修正等功能。
一、铣床数显特点:
1、 先进的电子技术及个性化设计;
2、 计数响应速度快,功能多;
3、 直接在数显表上进行正弦、余弦、正切函数等函数计算;
4、 可以在X和Y方向进行自动刀具补偿;
5、 坚固耐用的合金外壳,不易刮伤,且美观大方;
6、 电源和信号抗干扰能力强;
7、 优质耐用的按键面板,且更换简单、方便。
二、铣床数显用途:
主要应用于直线移动导轨机构,可实现移动量的精确显示和自动控制,广泛应用于铣床加
工和仪器的精密测量。可供不同规格的各类铣床、仪器数字化改造选用,还可根据用户的特殊需要进行特殊制作。数显装置由传感器与数显表两大部分组成。通过传感器把有形的位置信息转换成电信号,经过处理后以数字形式显示出来。产品分为 QH-200型(小型尺)、QH-400型(标准型)、QH-600型(大型尺),输出波形为单方波、双方波、正弦等多种波形方式,配备的电箱有:1、DRO2M和DRO3M多功能铣床用的两轴和三轴数显表,可以用于大多数的设备、也可以用于车床和磨床;2、DRO2L和DRO2G是针对车床和磨床而开发的专用数显表;3、DRO3E是为火花机开发的专用数显表。
三、铣床数显技术参数:
1、电压范围:AC 80V∽260V 50HZ∽60 HZ
2、功耗:25VA
3、工作温度:0°C∽45°C
5、相对湿度:<90%(20±5°C)
6、重量:约3.2kg
7、坐标数:二坐标、三坐标
8、显示:带符号7位显示(两轴或三轴)数据,信息窗采用8位米字显示符号输出
9、倍频数:4X
10、显示箱允许输入信号:TTL方波
11、允许输入信号频率:>100KHz
12、长度分辨率:10μm 、5μm、2μm、1μm、0.5μm
13、操作键盘:密封薄膜式轻触按键
14、铣床数显:栅距为0.02mm,供电电源为±5V,输出两路相差90°的TTL方波信号(带零位信号),电流50mA(精度有±3μm、±5μm、±10μm)
四、铣床数显功能 基本十大功能:
1、清零;2、预置数;3、公/英制转换;4、绝对/相对坐标转换/200组用户坐标显示;5、停电记忆;6、“1/2”值功能键显示;7、线性误差修正;8、睡眠关机(DRO—3E数显箱无此功能)
9、200点辅助零位功能;10、自动寻找零位功能
铣床数显具有单层及双层防护密封条:采用特殊的耐油、耐蚀、高弹性及抗老化塑胶,防水、防尘性能优异,使用寿命长。防护等级达到IP53。
铣床数显具有最先进可靠的光学测量系统:滑动部件采用已被验证为最可靠耐用的高精度五轴承系统设计,保证光学机械系统的稳定性,具有优异的重复定位性和高等级的测量精度。
光栅玻璃尺:采用先进的光栅制作技术,可制作各种规格的高精度光栅玻璃尺,最长可做到3000mm(不接长)。
一、铣床数显应用
线位移铣床数显数显系统主要应用于直线移动导轨机构或精密位移量的测量,可实现移动量的高精确显示和自动控制,已广泛应用于铣床加工和仪器的精密测量。目前该产品已形成多种系列,品种齐全,制作精巧,技术精良,可供不同规格的各类铣床、仪器数字化改造选用,还可根据用户的特殊需要进行特殊制作。配套相应的数显系统可以用于车床改造、铣床改造、镗床改造、磨床改造、火花机改造、钻床改造、坐标测 量、投影测量等。
三、铣床数显详细说明
栅距:0.01mm(100线对/mm)、0.02mm(50线对/mm)、0.04mm(25线对/mm)
精度:±0.008mm、±0.01mm、±0.015mm、(20℃ 1000mm)
参考标记:间隔25mm、间隔50mm、间隔100mm、间隔200mm、或全量程任意位置设一个绝对位置参考点(ABS)
量程:1000mm以内任意选择
分辨率:0.2u---25u 响应速度:25m/min、 60m/min
工作温度:0-45℃ 存储温度:-40℃-55℃
铣床数显位移传感器的介绍
一、位移传感器基本原理
光栅铣床数显位移传感器的工作原理,是由一对光栅副中的主光栅(即标尺光栅)和副光栅(即指示光栅)进行相对位移时,在光的干涉与衍射共同作用下产生黑白相间(或明暗相间)的规则条纹图形,称之为莫尔条纹。经过光电器件转换使黑白(或明暗)相同的条纹转换成正弦波变化的电信号,再经过放大器放大,整形电路整形后,得到两路相差为90o的正弦波或方波,送入光栅数显表计数显示。
二、铣床数显移传感器安装方式
光栅铣床数显线位移传感器的安装比较灵活,可安装在铣床的不同部位。
一般将主尺安装在铣床的工作台(滑板)上,随铣床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对铣床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对铣床运动的部件上(如滑板)。
1、铣床数显位移传感器安装基面
安装线铣床数显位移传感器时,不能直接将传感器安装在粗糙不平的铣床身上,更不能安装在打底涂漆的铣床身上。光栅主尺及读数头分别安装在铣床相对运动的两个部件上。用千分表检查铣床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm/1000mm以内。如果不能达到这个要求,则需设计加工一件铣床数显基座。基座要求做到:①应加一根与铣床数显尺身长度相等的基座(最好基座长出铣床数显50mm左右)。②该基座通过铣、磨工序加工,保证其平面平行度0.1mm/1000mm以内。另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与铣床数显尺身的平行度为0.1mm左右,读数头与铣床数显尺身之间的间距为1~1.5mm左右。
2、铣床数显位移传感器主尺安装
将光栅主尺用M4螺钉上在铣床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与铣床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。在安装光栅主尺时,应注意如下三点:
(1) 在装铣床数显主尺时,如安装超过1.5M以上的光栅时,不能象桥梁式只安装两端头,尚需在整个主尺尺身中有支撑。
(2) 在有基座情况下安装好后,最好用一个卡子卡住尺身中点(或几点)。
(3) 不能安装卡子时,最好用玻璃胶粘住铣床数显身,使基尺与主尺固定好。
3、位移传感器读数头的安装
在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。最后调整读数头,使读数头与光栅主尺平行度保证在0.1mm之内,其读数头与主尺的间隙控制在1~1.5mm以内。
4、铣床数显位移传感器限位装置
铣床数显线位移传感器全部安装完以后,一定要在铣床导轨上安装限位装置,以免铣床加工产品移动时读数头冲撞到主尺两端,从而损坏铣床数显。另外,用户在选购光栅线位移传感器时,应尽量选用超出铣床加工尺寸100mm左右的铣床数显,以留有余量。
5、铣床数显位移传感器检查
光栅线位移传感器安装完毕后,可接通数显表,移动工作台,观察数显表计数是否正常。
在铣床上选取一个参考位置,来回移动工作点至该选取的位置。数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。
通过以上工作,光栅传感器的安装就完成了。但对于一般的铣床加工环境来讲,铁屑、切削液及油污较多。因此,光栅传感器应附带加装护罩,护罩的设计是按照光栅传感器的外形截面放大留一定的空间尺寸确定,护罩通常采用橡皮密封,使其具备一定的防水防油能力。
三、铣床数显位移传感器使用注意事项
(1)铣床数显传感器与数显表插头座插拔时应关闭电源后进行。
(2)尽可能外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅传感器壳体内 部。
(3)定期检查各安装联接螺钉是否松动。
(4)为延长防尘密封条的寿命,可在密封条上均匀涂上一薄层硅油,注意勿溅落在玻璃光栅刻划面上。
(5) 为保证铣床数显传感器使用的可靠性,可每隔一定时间用乙醇混合液(各50%)清洗擦拭铣床数显面及指示光栅面,保持玻璃铣床数显面清洁。
(6) 光栅传感器严禁剧烈震动及摔打,以免破坏铣床数显,如铣床数显断裂,光栅传感器即失效了。
(7) 不要自行拆开光栅传感器,更不能任意改动主栅尺与副栅尺的相对间距,否则一方面可能破坏光栅传感器的精度;另一方面还可能造成主栅尺与副栅尺的相对摩擦,损坏铬层也就损坏了栅线,以而造成铣床数显报废。
(8) 应注意防止油污及水污染铣床数显面,以免破坏铣床数显线条纹分布,引起测量误差。
(9) 光栅传感器应尽量避免在有严重腐蚀作用的环境中工作,以免腐蚀光栅铬层及铣床数显表面,破坏铣床数显质量。
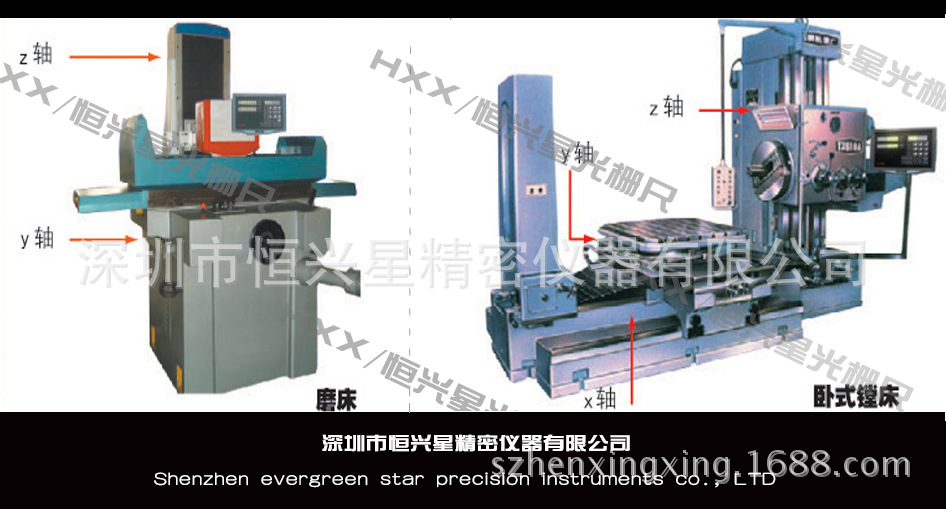
光栅尺数显安装在磨床和镗床的具体位置
光栅尺数显安装在注塑机和龙门铣床的具体位置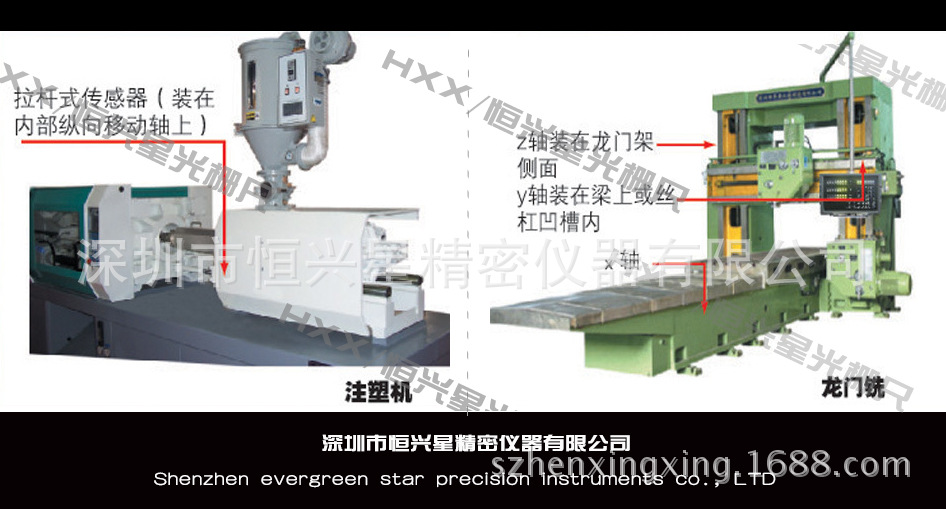
光栅尺数显安装在卧式铣床和炮塔式铣床的具体位置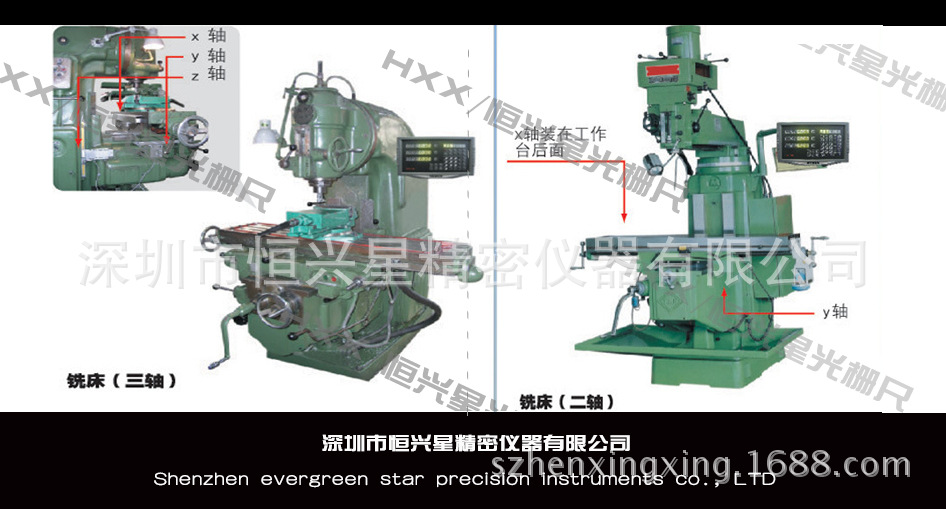
光栅尺数显安装在火花机和穿孔机的具体位置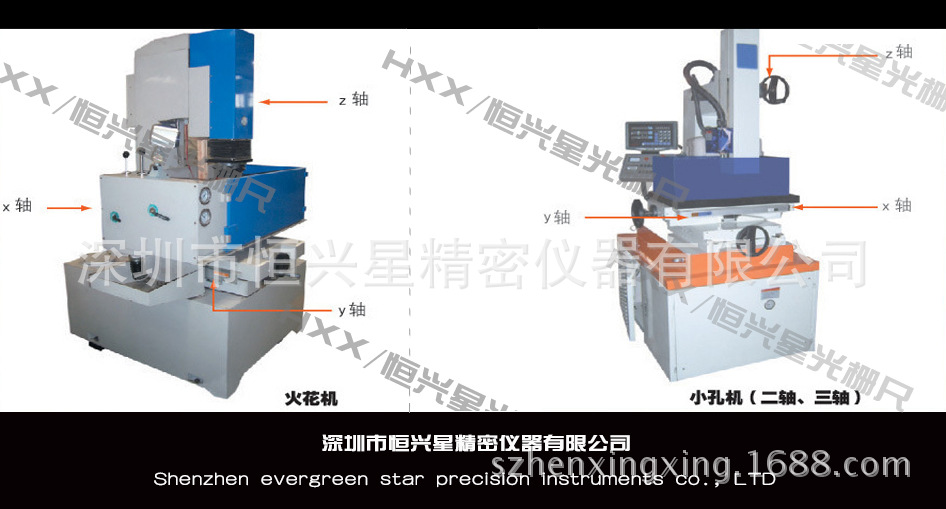
光栅尺数显安装在线切割和车床的具体位置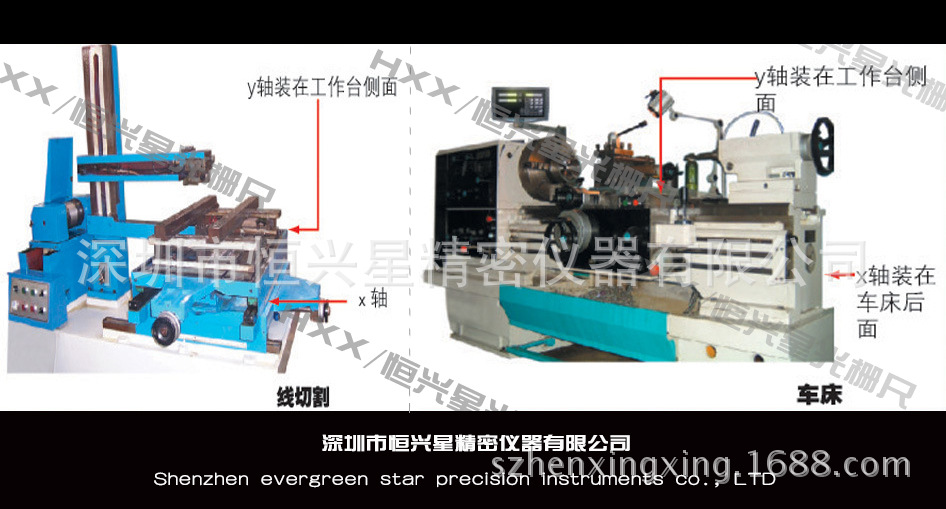
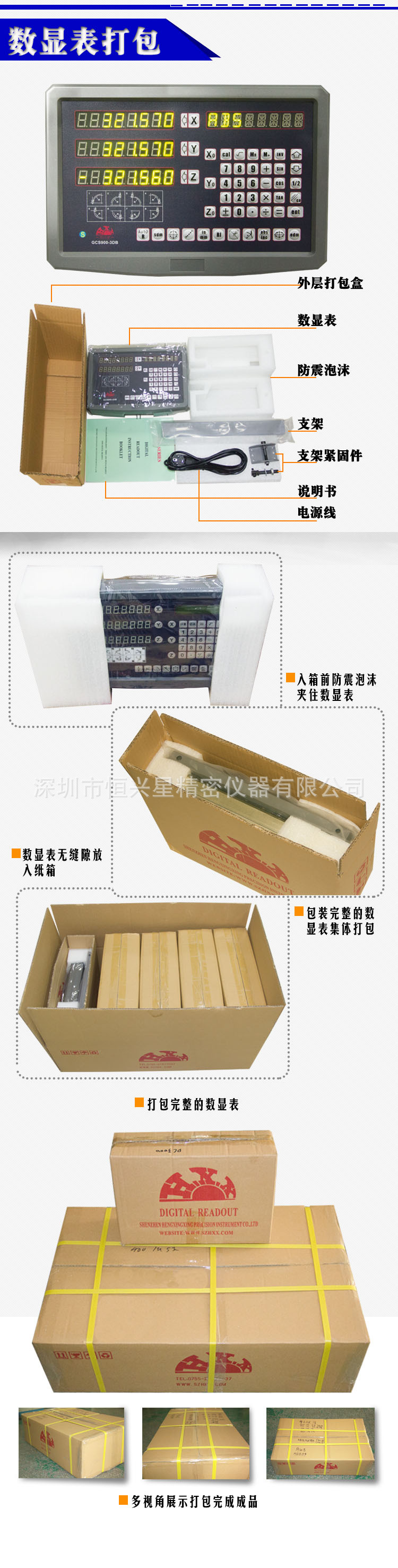
恒兴星(HXX)数显表打包流程细节
恒兴星(HXX)光栅尺打包流程细节


