| 制造标准 | GB/T12459-2017 |
|---|---|
| 表面 | 喷漆 |
| 标识 | 喷码 |
| 包装 | 散装 |
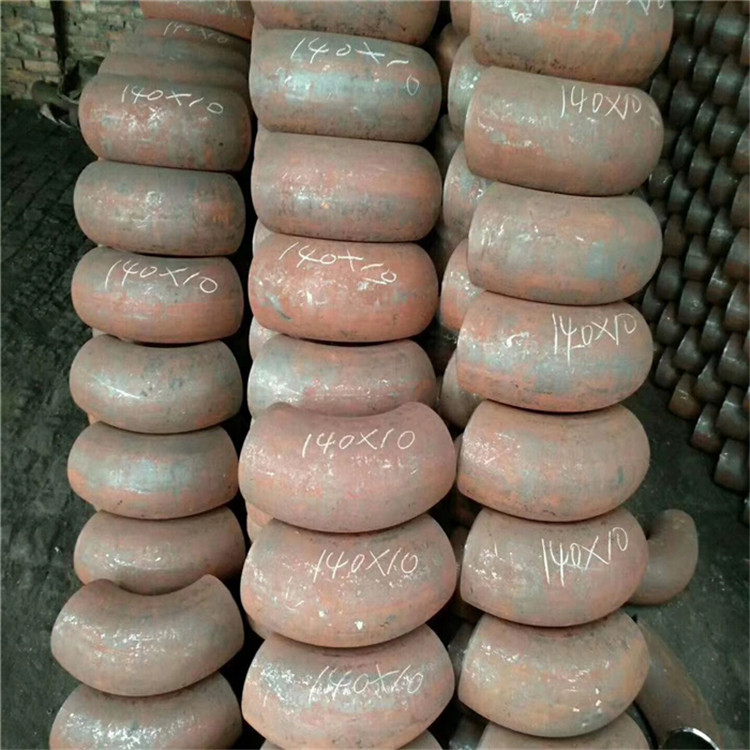
| 工艺 | 推制 |
| 原材 | 大无缝 |
| 壁厚 | 4.5 |
| 材质 | 碳钢 |
| 连接形式 | 焊接 |
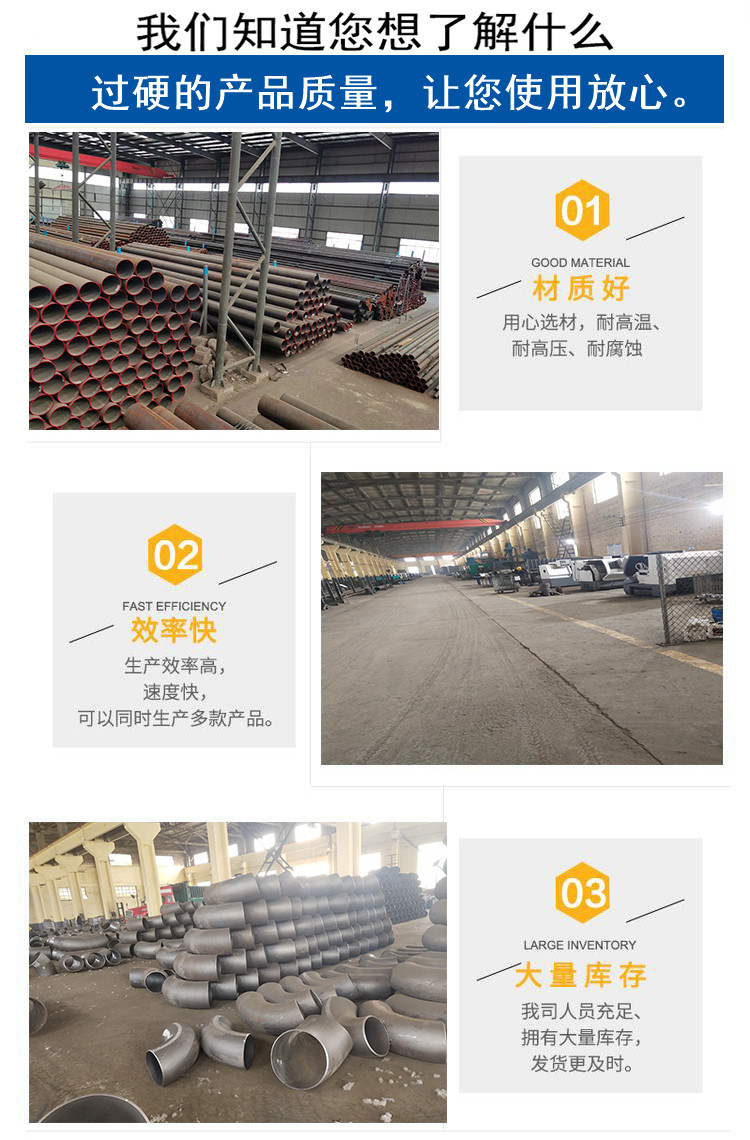
| 特殊功能 | 钢度值低 |
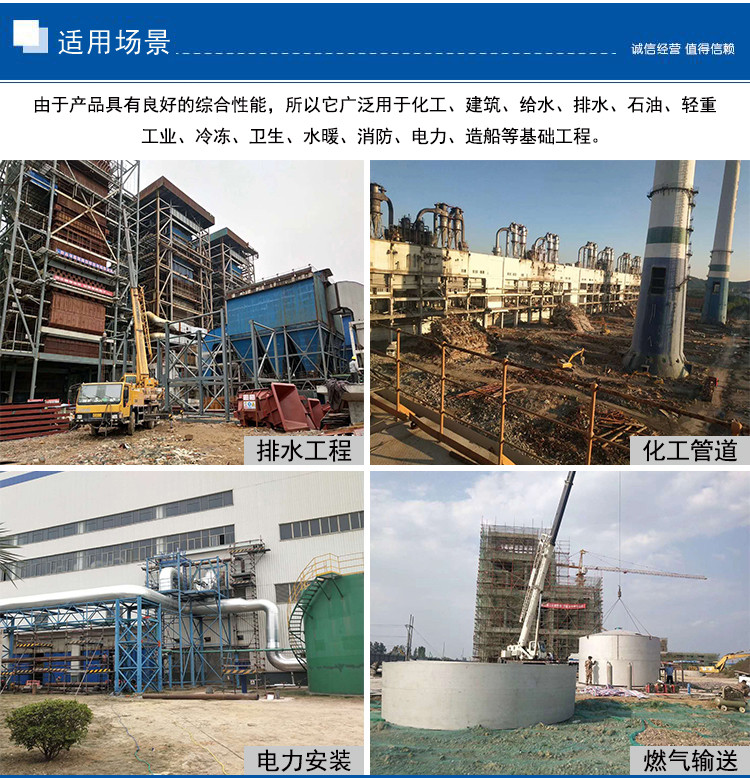
| 用途 | 电力管道 |
| 直径 | 57mm |
| 重量 | 1.3kg |
| 品牌 | 泰诺 |
| 型号 | DN50 |
| 质量认证 | ISO9001 |


弯头应按使用时的工作条件选用合适的材料。弯头材料的选择对弯头的加工性能和使用寿命有直接影响。对于低速、重载的传力弯头,其齿面受压易产生塑性变形或磨损,轮齿容易折断,应选用机械强度、硬度等综合力学性能好的材料,如18CrMnT1;对于线速度的传力弯头,齿面易产生疲劳好处蚀,所以齿面硬度要,可选用38CrMoAlA氮化钢;对于有冲击载荷的传力弯头,应选用韧性好的材料,如低碳合金钢18CrMnT1。非传力弯头可以用不悴火钢、铸铁、夹布胶木或尼龙等材料。一般弯头均用中碳钢和低、中碳合金钢,如20Cr,40Cr,20CrMnT1等。
弯头的毛坯形式主要有棒料、锻件和铸件。棒料用于尺寸小、结构简单且对强度要求低的弯头。当弯头要求强度、耐磨、耐冲击时,多用锻件毛坯。锻造后要进行正火处理,消除锻造应力,改善晶粒组织和切削性能。对于直径大于400~600mm的弯头,常用铸造方法铸造毛坯,并进行正火处理。为了减小机械加工量,对大尺寸、低精度弯头,可以直接铸出轮齿;而对小尺寸、形状复杂的弯头,可用普通铸造、压力铸造、普通锻造、粉末冶金、热扎和冷挤等新工艺制造出具有轮齿的齿坯,以提劳动生产率,节约原材料。
弯头加工中,根据不同的目的,安排两种热处理工序:毛坯热处理。在齿坯加工前后安排预先热处理一正火或调质。正火安排在铸造或锻造之后,切削加工之前。这样可消除钢件中残留的铸造或锻造应力,并且使铸造或锻造后组织上的不均匀性通过重新结晶而得到细化均匀的组织,从而改善了切削性能和表面粗糙度,坯可以减少猝火时变形和开裂的倾向。调质是将齿坯先浮透再温回火,它同样起细化晶粒和均匀组织的作用。对于采用棒料的齿坯,正火或调质处理一般安排在粗车之后,这样可以消除粗车形成的内应力。齿面热处理。齿形加工后,为了提齿面的硬度和耐磨性,常进行渗碳悴火、频猝火、碳氮共渗和氮化处理等。