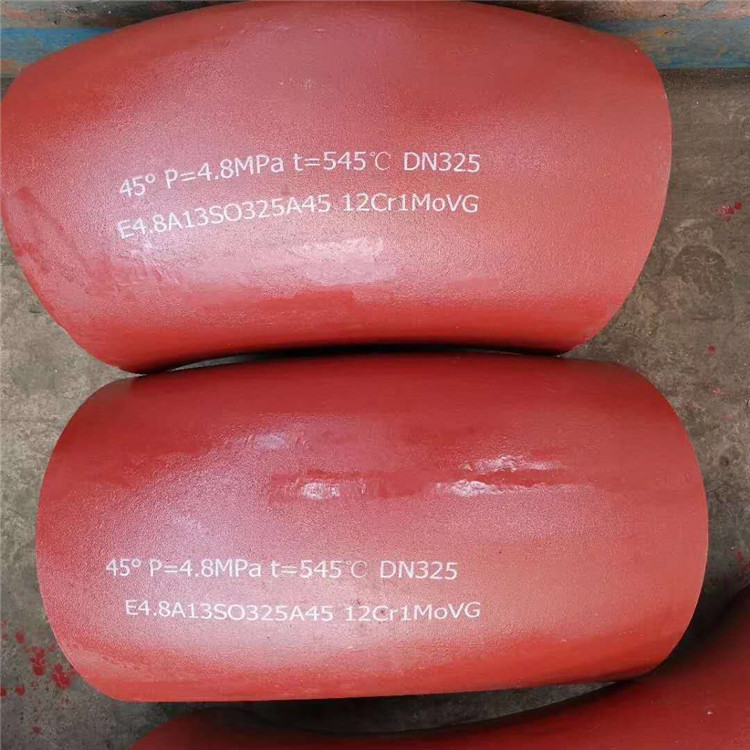
| 制造标准 | GB/T12459-2017 |
|---|---|
| 表面 | 喷漆 |
| 标识 | 喷码 |
| 包装 | 散装 |
| 工艺 | 推制 |
| 原材 | 大无缝 |
| 中心距 | 305mm |
| 外弧长度 | 650mm |
| 内弧长度 | 306mm |
| 壁厚 | 6 |
| 材质 | 碳钢 |
| 连接形式 | 焊接 |
| 特殊功能 | 钢度值低 |
| 用途 | 蒸汽管道 |
| 直径 | 219mm |
| 重量 | 9.56kg |
| 品牌 | 泰诺 |
| 型号 | DN200 |
| 质量认证 | ISO9001 |












20#国标弯头、碳钢冲压弯头加工的主要工序:
1. 20#国标弯头、碳钢冲压弯头大、小头端面的加工:20#国标弯头、碳钢冲压弯头大、小头端面的加工,在大批量生产时,多采用拉削和磨削;在中小批量生产时,多采用铣削和磨削。铣削大、小头端面,可在专用的双面铣床上同时铣削两端面。若毛坯精度较,则可用两端面互为基准的方法加工。两端面的精加工采用磨削。粗磨一般用砂轮端面磨削,精磨用砂轮周边磨削,前者生产率较,后者精度较。为了不断改善基面的精度,在粗加工大、小头孔前粗磨端面,在精镜大、小头孔前精磨端面。
2. 20#国标弯头、碳钢冲压弯头大、小头孔的加工:小头孔在作为定位基准之前,经过钻、扩、销(或拉)工序。精镜小头衬套底孔和衬套内孔,一般在金刚镜床上进行。大头孔采用扩孔或粗锐去除大部分加工余量,20#国标弯头、碳钢冲压弯头体和20#国标弯头、碳钢冲压弯头盖合上后,一般在双轴金刚镜床上半精镜、精镜大、小头孔。大、小头孔也可分别加工,由夹具来保证加工精度。大头孔终工序是珩磨,尺寸精度可达1T5~1T6,表面粗糙度凡=0.1~3.2μm,形状精度可达0.03~0.05μm0。
3. 20#国标弯头、碳钢冲压弯头螺栓孔的加工:螺栓孔的加工安排在20#国标弯头、碳钢冲压弯头体和连杅盖切开及结合面经过精磨后进行。经过钻、扩、饺(或精镜)工序达到加工要求。螺栓孔与结合面有垂直度要求,按基准重合的原则,应以结合面定位加工螺栓孔,但结合面对整个20#国标弯头、碳钢冲压弯头来说面积太小,定位不可靠,装夹不方便。因此,可采用基准统一的原则,使用统一的精基准加工螺栓孔,以保证螺栓孔与结合面的垂直度。坯可用上下双导向来提扩孔和较孔的精度。
4. 20#国标弯头、碳钢冲压弯头加工的主要问题和工艺措施:(1)对于剖分式毛坯,20#国标弯头、碳钢冲压弯头体、盖应分别加工后再合件加工。对于整体毛坯,在加工过程中尚需切开,装成20#国标弯头、碳钢冲压弯头总成后坯需继续加工。不错的表面应进行多次加工,在粗、精加工之间穿插一些其他工序,使内应力有充分的时间重新分布,促使变形及早发生,及早修正,终保证20#国标弯头、碳钢冲压弯头的各项要求。(2)先加工定位面,后加工其他面。一般先加工基面(大小头端面、小头孔和大头外侧的工艺凸台或圆弧面),再加工主要表面(大头孔、结合面和螺栓孔),然后进行20#国标弯头、碳钢冲压弯头总成的精加工(大、小头的端面和孔)。(3)各主要表面的粗、精加工工序分开。(4)20#国标弯头、碳钢冲压弯头大、小头质量称量和切除不平衡质量工序,一般安排在大、小头孔精加工之前。(5)为使活塞销和20#国标弯头、碳钢冲压弯头小头孔之间的配合间隙小而均匀,采用分组选择装配。(6)一般选择20#国标弯头、碳钢冲压弯头的大、小头端面为主要定位基准。若大、小头端面有厚度差,可先将两头厚度做成一致以便定位,其他表面加工结束时,再将小头端面加工至图纸尺寸。同时,选择小头孔和大头20#国标弯头、碳钢冲压弯头体的外侧作为第二、第三基准,实现完全定位。