





| 规格 | 齐全 |
|---|---|
| 材质 | 铸钢 |
| 产地 | 河北 |
| 产品认证 | ISO9001-2000 |
| 防护等级 | IP65 |
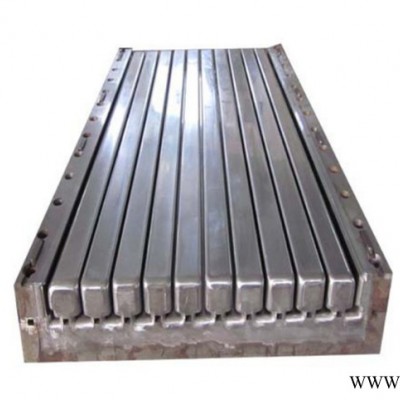
| 类型 | 模具热流道系统 |
| 上市时间 | 2008 |
| 特性 | 标准级 |
| 重量 | 不限 |
| 执行质量标准 | 国标 |
| 适用模具类型 | 拉挤模具 |
| 品牌 | 永发 |
| 型号 | 可定做 |
| 加工定制 | 是 |
玻璃钢拉挤工艺的科学管理
?
拉挤速度和模具温度是**的拉挤工艺参数,生产中控制的参数有模具温度分布、拉挤速度、模具内树脂放热峰的位置、牵引力、夹持力。
??
(1)模具温度分布?模具内的温度分布决定拉入模具的材料加热速度和材料在放热峰位置及放热量。这**要求在使用每种批号的树脂前必须测定它的固化反应性能,用热电偶测出材料子模具中的放热曲线。从该曲线可找到对应于一定拉挤速度下模具内产生树脂固化的位置,及模具内各点的确切温度,从而完整而准确的描述了拉挤工艺条件。
??
(2)拉挤速度?拉挤速度对产品性能和生产效率有重大的影响。当拉挤速度增加时由于材料在模具内固化点的漂移,是的牵引力增加--因为内压区和凝胶摩擦区边长,拉挤速度的上限与树脂、纤维、模具三者的具体情况以及拉挤设备的能力有关。树脂固化是放热反应,而且型材离开模具后固化反应仍继续进行,实际上在型材离开模具前,无须也不能完全固化。但型材离开模具后,必须固化得足以保持产品形状,且具有足够的拉伸强度和压缩强度,足以承受牵引夹具所施加的压力。拉挤速度的提高必须以此为前提,不适宜的拉挤速度会降低产品质量。
??
(3)牵引力?牵引力是重要的拉挤工艺参数之一,隐形牵引力的因素很多,如材料的热膨胀性、树脂/模具黏着特性、树脂的体积收缩率、型材的内摩擦性等。通过测量在线牵引力可获取有关工艺条件的信息。许多拉挤工艺的故障预兆都是牵引力骤然增加。呈锯齿形的牵引力足迹反映型材脱黏点蠕动的不稳定性。牵引力的检测在评价新的和潜在的拉挤树脂系统中很有用。
??
(4)夹持力?夹持力的大小以牵引时产品被夹住、不滑动为宜。他与牵引力有关。夹持力太大会使产品产生裂纹、压痕等。太小会导致产品在夹具内打滑。一般拉挤工艺要采用与产品外形相适合的夹具。拉挤速度过快或波动,导致产品在模具内滑动,势必影像产品的质量和性能,这是不允许的。




联系人电话:13403289717(同微信) 张经理
地址:河北省衡水市枣强县工业园区 欢迎致电。

