















| 产地 | 山东 |
|---|---|
| 产品类型 | 全新 |
| 产品认证 | CCC |
| 电源电压 | 380V |
| 电源类型 | 交流电源 |
| 额定电压 | 380V |
| 额定输入功率 | 9KW |
| 高度 | 200 |
| 工作形式 | 全自动 |
| 规格 | 1300*2500 |
| 加工宽度 | 1300mm |
| 空载转速 | 24000rpm |
| 控制方式 | 数控 |
| 适用范围 | 全屋定制柜体 柜门加工 |
| 执行标准 | 国标 |
| 重量 | 3000 |
| 回转数 | 24000 |
| 铣刀直径 | 3 4 6 8 10 12 15 20 |
| 主轴钻速 | 24000rmp |
| 套爪夹头 | 6 8 10 12.7 |
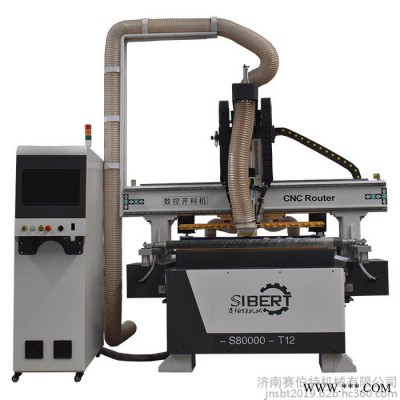
| 品牌 | 赛伯特 |
| 型号 | 1325 12把换刀 |
| 加工定制 | 是 |

四工序开料机跟直排换刀加工中心的区别
做板式家具开料,全屋定制,刚开始进入这行业,选择四工序开料机好呢还是直排换刀加工中心,它们两者有什么区别?
四工序开料机顾名思义**是四主轴自动切换的数控设备,功能方面可以做柜体开料,打孔、拉槽、开料。也可以换上花边刀做门板雕刻,花格镂空等,一机两用。配置方面由于四工序是中档机型,配置低到高的都有,比如山龙系统配雷赛伺服的;高配置的有台湾宝元系统配台湾台达伺服电机,还有工厂配置更高,台湾新代系统配日本安川伺服850w或者台达伺服电机1kw,配置比较高的四工序,价格也是比较高的。若是前期工作全屋定制,了解的当地花型简单,柜体要求也不是很高的,资金预算低点的可以选用四工序中山龙系统配雷赛伺服电机的。四工序配备大功率变频器切换速度快,做柜体开料整体效率不亚于直排换刀加工中心,直排换刀换刀速度比四工序的零秒切换要稍慢点儿。
直排换刀加工中心是12把刀换刀的,优势在于门板花型雕刻。特别是橱柜门花型比较多的,大于四把刀的。做门板多,少量做柜体雕刻,可以选用直排换刀工中心。若是大量做柜体开料,不提倡用这款机型。直排换刀加工中心的价格方面,一般比四工序贵些。毕竟是 加工中心的一款。导轨,齿条,控制系统 ,伺服电机都会采用比较好的品牌,保证其精度,高效率。
选择四工序开料机还是直排换刀加工中心,了解清楚两款机型性能差异,价格差异**可以根据自身要求来选择合适机型了。
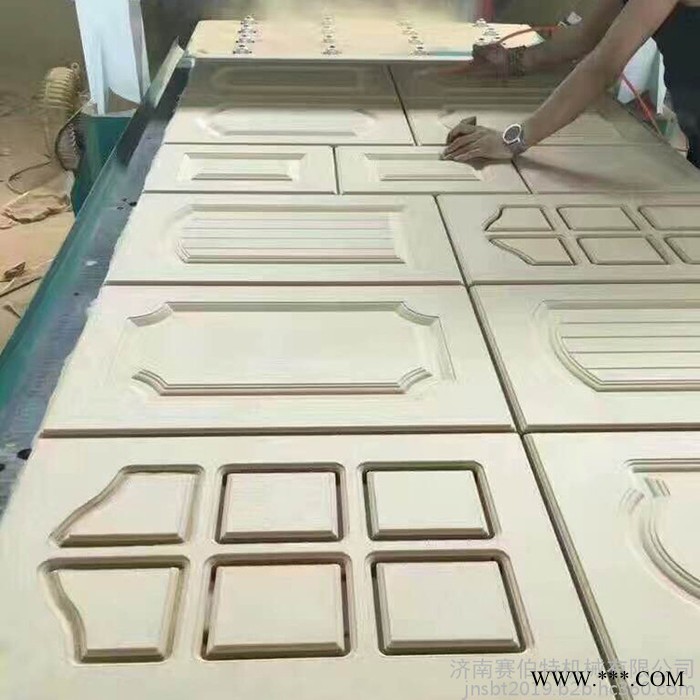
机器开料样品:









