





















| 砂型铸造种类 | 粘土湿砂型 |
|---|---|
| 特种铸造种类 | 消失模铸造 |
| 表面处理 | 回火 |
| 材质 | HT200-250 |
| 成型工艺 | 树脂砂 |
| 公差 | 0 |
| 打样周期 | 4-7天 |
| 加工周期 | 8-15天 |
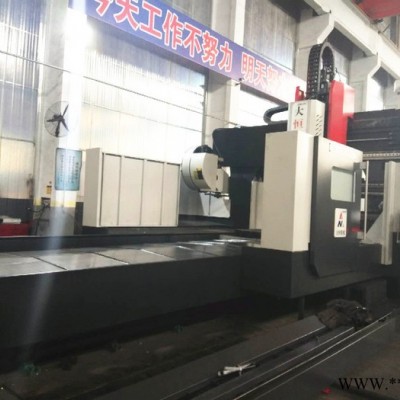
龙门铣床身铸件采用先进的工艺制造,机床性能好、解构可靠、操作简单、维修方便,广泛应用在机械加工行业的重型黑色、有色金属的平面、斜面和凹凸面的铣削加工,具有良好的性能价格比。
龙门铣床身铸造标准:GB9434-88;
平板标准:JB/T7974-1999;
尺寸公差:GB6414-1999;
质量公差:GB/T11351-89;
铸件及平板台面硬度为HB160-220
铸件进行退火处理,以消除内应力,530-560度炉冷。
技术检验;
1、铸造毛坯不得有砂眼、缩松、裂纹等铸造缺陷。
2、铸件要进行退火处理。
3、铸件要进行清理。
4、铸件表面要喷防锈漆(可选)。
5、未注铸造倒角半径R10。
龙门铣床床身保养:
1、清洗调整工作台、丝杆手柄及柱上镶条;
2、检查、调整离合器;
3、清洗三向导轨及油毛毡,电动机、机床内外部及附件清洁;
4、检查油路,加注各部润滑油;
5、紧固各部螺丝。
咨询热线:0317-8082603















