














| 加工定制 | 是 |
|---|---|
| 参数 | 175X350 |
| 类型 | 包装 |
| 售后服务 | 13587563010 |
| 规格 | 80 |
| 品牌 | 振峰 |
| 型号 | 80 |

模头的规格 (mm) | 模头的重量 (KG) | 生产能力 (KG) | 吹膜折经 (LDPE)高压 | 吹膜折经 (HDPE)低压 |
10 | 50 | 3 | 10—40 | 30—60 |
20 | 50 | 6 | 20—80 | 60—120 |
30 | 50 | 9 | 30—120 | 90—210 |
40 | 50 | 12 | 40—200 | 120—320 |
50 | 50 | 14 | 50—250 | 150—400 |
60 | 55 | 18 | 60—300 | 180—480 |
70 | 55 | 24 | 70—350 | 210—560 |
80 | 60 | 30 | 80—400 | 240—560 |
90 | 60 | 36 | 90—450 | 270—630 |
100 | 65 | 42 | 200—500 | 300—700 |
120 | 70 | 48 | 240—600 | 360—840 |
150 | 80 | 54 | 300—750 | 450—1050 |
180 | 90 | 60 | 360—900 | 540—1260 |
200 | 100 | 68 | 400—1000 | 600—1400 |
220 | 110 | 74 | 440—1100 | 660—1540 |
250 | 120 | 80 | 500—1250 | 750—1500 |
280 | 130 | 90 | 560—1400 | 840—1680 |
300 | 150 | 100 | 600—1500 | 900—1800 |
350 | 180 | 120 | 700—1500 | 1050—2100 |
400 | 220 | 140 | 800—1600 | 1200—2400 |
450 | 280 | 170 | 900—1800 | 1350—2700 |
500 | 340 | 190 | 1000—2000 | 1500—3000 |
550 | 400 | 220 | 1100—2200 | 1650—3300 |
600 | 500 | 260 | 1200—2400 | 1800—3600 |
产品介绍
公司设备
主营:吹膜机模头电话:0577 65577813传真:0577 65577812联系人:代经理 吹膜机模头由模体(模心、模筒、模圈)和加热器(加热圈)两不分组成。首先选材,就是选择相应的料。第二步是锻打,把材料锻打成模具个部分的粗胚,锻打过的胚的分子结构更加密实。第三就是进行车床加工,按照模头的设计图纸车出模头,在车床加工时,尽可能用精度高的车床,和技术老练的车床师傅车。第四就
是抛光,把车好的模具的流道部分抛光,光洁度越好,吹出的膜也就越好,越没有丝路。第五就是镀铬,把抛
光好的模具的流道部分镀上铬,使流道部分有一层很硬的铬,增加了模头的耐磨性和抗腐蚀性然后再抛光,可以使模具不易损伤和不易产生滞留焦料。最后把模具的个部分安装好,再套上加热圈就算大功告成了。模头结构根据LDPE、HDPE、LLDPE三种聚乙烯的特性,经多次对比试验进行选优定型,具有内压大,挤出稳定均匀、薄膜力度性能好,无拼缝隙与本机组挤出机匹配好等优点。同时变换三种聚乙烯及混合料、再生料比例进行吹膜生产可不用更换模头
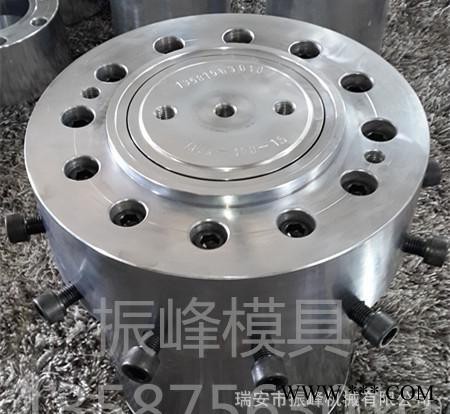
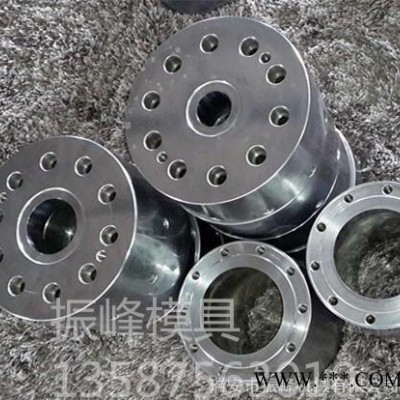
产品实拍图 浙江省瑞安市振峰机械有限公司是一家集科研、制造、销售、服务为一体的生产各种型号吹膜机模头、高速模头、双层模头、单层模头、PVC模头、PP模头、淋膜机等相关机械及配件的专业生产厂家;位于浙江省最前沿的东海之滨瑞安市;距温州机场、温州火车站30多公里,交通便利。我公司一直致力于吹膜机模头的研发制造,可以根据客户的实际要求设计,定做不同规格的产品,以满足客户的特殊需求。拥有雄厚的技术力量,先进的生产设备,高素质的员工队伍和庞大的销售网络。为了进一步完善售后服务,公司建立了完整的产业平台和覆盖全国的售后服务管理体系,随时随地的为客户提供优质、完善的服务。
吹膜机模头由模体(模心、模筒、模圈)和加热器(加热圈)两不分组成。首先选材,就是选择相应的料。
第二步是锻打,把材料锻打成模具个部分的粗胚,锻打过的胚的分子结构更加密实。第三就是进行车床加工,按照模头的设计图纸车出模头,在车床加工时,尽可能用精度高的车床,和技术老练的车床师傅车。第四就
是抛光,把车好的模具的流道部分抛光,光洁度越好,吹出的膜也就越好,越没有丝路。第五就是镀铬,把抛
光好的模具的流道部分镀上铬,使流道部分有一层很硬的铬,增加了模头的耐磨性和抗腐蚀性然后再抛光,可以使模具不易损伤和不易产生滞留焦料。最后把模具的个部分安装好,再套上加热圈就算大功告成了。模头结构根据LDPE、HDPE、LLDPE三种聚乙烯的特性,经多次对比试验进行选优定型,具有内压大,挤出稳定均匀、薄膜力度性能好,无拼缝隙与本机组挤出机匹配好等优点。同时变换三种聚乙烯及混合料、再生料比例进行吹膜生产可不用更换模头
本公司专业生产各型吹膜机模头,模头镀硬铬,其结构为螺旋芯轴式,出料均匀、通畅。
吹膜机模头由模体(模心、模筒、模圈)和加热器(加热圈)两不分组成。首先选材,就是选择相应的材料。
第二步是锻打,把材料锻打成模具个部分的粗胚,锻打过的胚的分子结构更加密实
第三就是进行车床加工,按照模头的设计图纸车出模头,在车床加工时,尽可能用精度高的车床,和技术老练的车床师傅车。
第四就是抛光,把车好的模具的流道部分抛光,光洁度越好,吹出的膜也就越好,越没有丝路。
第五就是镀铬,把抛光好的模具的流道部分镀上铬,使流道部分有一层很硬的铬,增加了模头的耐磨性和抗腐蚀性然后再抛光,可以使模具不易损伤和不易产生滞留焦料。最后把模具的个部分安装好,再套上加热圈就可以了。
吹膜机模头结构根据LDPE、HDPE、LLDPE三种聚乙烯的特性,经多次对比试验进行选优定型,具有内压大,挤出稳定均匀、薄膜力度性能好,无拼缝隙与本机组挤出机匹配好等优点。同时变换三种聚乙烯及混合料、再生料比例进行吹膜生产可不用更换模头




 厂家直供")






